





2 года гарантии
Гарантия на нашу машину на один год дольше, чем гарантия, предоставляемая другими заводами.
ISO CE SGS сертифицировано
Профессиональные сертификационные органы подтверждают, что машины имеют высокое качество.
Сильная служба поддержки
Мы ответим на ваш вопрос в течение 24 часов с помощью нашего профессионального инженера.

Как выбрать лучшее оборудование для литья ювелирных изделий
Ювелирные изделия, как известно, могут быть отлиты с использованием различных методов литья. Иногда метод, используемый для литья ювелирных изделий, во многом зависит от типа металла, который будет использован для литья.
1.1, Метод вакуумного центрифужного литья
Метод вакуумного центрифужного литья ювелирных изделий в основном используется для литья изделий из металлов с высокой температурой плавления, таких как палладий, платина и нержавеющая сталь. Максимальная температура плавления обычно составляет 2000 градусов Цельсия.
Сначала создается восковая форма (восковая форма может быть изготовлена из любого горючего материала) перед использованием центрифужной машины для литья. Восковая форма создается с использованием машины для инжекционного литья воска или с использованием 3D формы для литья из смолы. Восковая форма позволяет ювелирам отливать несколько изделий одновременно.
Следующий шаг — создание восковой формы для литья, при котором несколько форм прикрепляются к литнику, чтобы образовать восковое дерево, и затем помещаются в литейную форму.
Когда восковое дерево готово, инвестиция и вода смешиваются с помощью машины для смешивания инвестиции в течение 2 минут, после чего форма заполняется равномерно смешанной инвестиционной смесью и водой.
Следующий этап — это затвердевание инвестиции и плавление воска, что возможно путем размещения литейной формы в печи для обжига на несколько часов.
После этого литейную форму извлекают из печи и помещают в вакуумную центрифужную машину. Вакуумная центрифужная машина имеет две камеры — верхнюю и нижнюю. Плавление металлов с высокой температурой происходит в верхней камере, а расплавленный металл затем стекает в нижнюю камеру, где находится затвердевшая форма.

1.2, Метод вакуумного пресс-лития
В методе литья с вакуумным давлением металл плавится в условиях вакуума с использованием высоконапорного насоса, чтобы предотвратить окисление. Перед литьем ювелирных изделий методом вакуумного давления необходимо создать формы для литья, используя метод воскового литья, которые затем помещаются в литниковую форму для заливки инвестиционной смеси. Инвестиция направляет расплавленный металл в литейную камеру.
Вакуумная литьевая машина использует вакуум для того, чтобы всасывать расплавленный металл в форму. Кузнец помещает тигель в центральную часть верхней камеры герметичной печи, расположенной в ядре индукционного катушки. В это время литниковая форма с нагретой литейной формой помещается в нижнюю часть вакуумной камеры.
Процесс литья состоит в том, что тигель находится под давлением, а литниковая форма — в вакууме. Другими словами, металл плавится в верхней камере и поступает в камеру вакуумной литьевой печи для литья без контакта с воздухом или газами. Разница в давлении заставляет расплавленный металл заполнить самые мелкие участки формы. Вакуумное давление предотвращает образование пузырьков и пористости в ювелирных изделиях. После литья вакуумная камера открывается для удаления формы и очистки отлитых ювелирных изделий.
1.3, Метод ручного вакуумного литья
Как и в случае с вакуумной центрифужной машиной, перед литьем ювелирных изделий создается восковая форма. Метод ручного вакуумного литья используется для отливки ювелирных изделий из золота, серебра, меди и других металлов. Температура плавления, необходимая для ручной вакуумной литьевой машины, составляет 1600 градусов Цельсия. Процесс литья начинается с создания резиновой формы вокруг мастер-модели. Резина наносится слоями вокруг модели, затем нагревается, чтобы образовать точную форму. В форму вводится воск для создания восковой модели.
После того как воск затвердеет, его удаляют, и изготавливают несколько форм. Восковые модели прикрепляются к литнику, который в конечном итоге образует канал для входа расплавленного металла в форму. Литниковая форма или цилиндр, к которому прикреплен литник, заполняются инвестиционным материалом. Вакуум удаляет весь воздух из формы, создавая идеальную форму, поскольку воздушные пузырьки могут ухудшить качество ювелирных изделий.
Затем форма помещается в нагретую печь для затвердевания инвестиции и плавления воска. Этот процесс занимает несколько часов. Теперь форма имеет нужную форму для литья желаемого ювелирного изделия. Затвердевшая форма помещается в литьевую машину и заливается расплавленным металлом. После заливки и затвердевания цилиндр удаляется из машины и охлаждается в воде. Инвестиционный материал моется, оставляя только что отлитое ювелирное изделие.

1.4, Другие традиционные методы литья
Традиционные методы литья ювелирных изделий включают песчаное литье и ручное изготовление ювелирных изделий с использованием молотка, долот и наковальни.
Песчаное литье: В методе литья ювелирных изделий с использованием песчаного литья песок используется в качестве формы. При использовании метода песчаного литья создается шаблон ювелирного изделия. Этот шаблон служит металлическим каналом для подачи расплавленного металла в форму для отливки ювелирного изделия. Шаблон может быть изготовлен из различных материалов, таких как дерево, металл или пластик.
Как только шаблон готов, следующим шагом является создание формы. Рефрактерный материал с высокой стабильной температурой, например, песок, формируется вокруг шаблона. Существует несколько типов песка, которые можно использовать для изготовления формы. Песок обычно включает другие материалы, такие как глина или химический связующий агент, чтобы укрепить его, обеспечив устойчивость к процессу заливки.
Форма создается в двух частях: верхняя половина или “коп” и нижняя половина или “драг”. Как только песок обернет шаблон, части формы разделяются, и шаблон удаляется. На форму наносится рефрактерное покрытие, чтобы обеспечить лучшее качество поверхности и защитить форму от турбулентности расплавленного металла. После этого половинки формы соединяются снова, оставляя полость в виде шаблона. Форма может также включать “ядра”, которые используются для создания желаемых внутренних проходов в конечном изделии.

Расплавленный металл заливается непосредственно в форму, заполняя полость, которая определяет конечную деталь и литники. Функция литников заключается в том, чтобы подавать расплавленный металл в форму. Литники проектируются таким образом, чтобы охлаждаться и затвердевать последними. Литье, включая желаемую деталь и дополнительный металл, затвердевает и охлаждается. Песок удаляется через процесс вибрации. Литник, каналы и литники удаляются из отлитого ювелирного изделия и полируются.


1.5, Сравнение нескольких методов литья
| Методы литья | Преимущества | Недостатки |
|---|---|---|
| Ручная работа с ювелирными изделиями | Ручные ювелирные изделия прочные и могут служить долго. Можно комбинировать различные металлы в одном дизайне. Дизайн можно легко изменить. | Изготовление ювелирных изделий вручную требует специальных навыков. Процесс занимает много времени и энергии. |
| Песочное литье | Гибкость в дизайне. Можно создавать сложные формы. Низкая стоимость материалов для литья. Можно обрабатывать различные металлы. | Плохое качество поверхности. Ювелирные изделия имеют высокую склонность к пористости. Низкая прочность материала из-за пористости. Дефекты неизбежны. |
| Ручное вакуумное литье | Можно отлить несколько ювелирных изделий сразу. | Неточное смешивание инвестиции может повлиять на качество продукции. |
| Вакуумное прессовое литье | Использование вакуумного прессового устройства экономично. Высококачественные изделия. Больше гибкости в выборе. Высокая точность и мелкие детали ювелирных изделий. Нет пузырьков, которые могут привести к плохому качеству литья. Отсутствие окисления готовой продукции. Быстрое время плавления и литья. | Может быть дорогостоящим. |
| Центрифужное вакуумное литье | Не нужны литники и рисеры. Отсутствие включений и примесей в отлитых ювелирных изделиях. Можно отлить несколько ювелирных изделий сразу. Литье имеет направленное затвердевание от внешней стороны к внутренней. Можно плавить и отливать в ювелирные изделия металлы с высокой температурой плавления. Высокая скорость производства и быстрое время производства. | Немного дорогостоящее приобретение. |
Применение центрифужных литьевых машин
3.1, Для литья ювелирных изделий
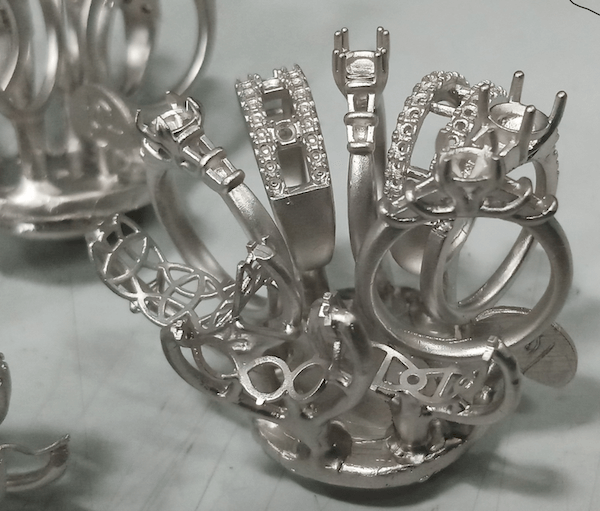
Машина для центрифужного литья имеет высокий спрос в ювелирной промышленности из-за легкости отливки больших количеств ювелирных изделий, т.е. возможна массовая продукция. Следовательно, литье ювелирных изделий с использованием машины для центрифужного литья является эффективным. Все произведенные ювелирные изделия имеют высокое качество.
3.2, Для литья зубных протезов
Платина и палладий используются в стоматологических реставрациях, таких как пломбирование полостей и изготовление коронок, мостов, потому что эти металлы являются податливыми и легко принимают форму. Пломбы используются для восстановления треснувших или сломанных зубов. Наиболее распространенное применение — это коронки, где сплавы формируют основу, на которую прикрепляется фарфор для создания искусственного зуба. С конца 1970-х годов палладий стал широко использоваться в стоматологической промышленности для производства коронок и мостов, которые изготавливаются стоматологическими техниками. Для создания коронок и мостов стоматологические техники используют машину для центрифужного литья.

3.3, Для переработки минералов
Машина для центрифужного литья необходима в горнодобывающей промышленности для уменьшения отходов и повышения эффективности разделения минералов. При использовании машины для центрифужного литья снижается стоимость тепловой сушки. Компактный дизайн машины делает ее идеальной для работы в ограниченных рабочих пространствах.
3.4, Для медалей, артефактов и наград
Платина и палладий — это металлы, которые считаются очень удачными и используются для изготовления наградных медалей для игр и спортивных мероприятий. Эти металлы также используются для создания религиозных статуй и идолов. Машина для центрифужного литья позволяет отливать эти металлы в артефакты, награды и медали.

3.5, Для домашних и кухонных принадлежностей
Металлы, такие как нержавеющая сталь, используются для кухонных принадлежностей, столовых приборов и посуды. Менее податливые марки стали применяются для изготовления лезвий ножей с острыми краями. Более податливые марки стали используются для предметов, которые необходимо отлить в форму, таких как кастрюли, жаровни, раковины и сковороды с использованием машины для центрифужного литья.

Как сделать ювелирные изделия с помощью вакуумного литья
4.1, Шаг 1: Изготовление восковой формы
Восковая форма или восковая модель должна быть изготовлена с использованием либо 3D-принтера, либо машины для инжекции воска. Восковая модель помещается в ювелирную форму, которая затем заполняется расплавленным металлом для создания индивидуального ювелирного изделия. При использовании машины для инжекции воска сначала создается силиконовая форма. Модель вырезается и заполняется расплавленным воском. После того как воск остынет, она готова для формирования дерева.
При использовании 3D-принтера принтер непосредственно печатает восковую модель, которая затем используется для формирования дерева.

4.2, Шаг 2: Изготовление восковой модели
Все созданные восковые формы затем прикрепляются к спуре для формирования воскового дерева. Это дерево затем помещается в отставленную форму.

4.3, Шаг 3: Изготовление гипсовой формы
Для создания гипсовой или инвестиционной формы используется гипс или инвестиция и вода. Воду и инвестицию нужно точно смешивать, чтобы избежать дефектов металла при литье. Смесь заливается в форму и оставляется для высыхания в печи для сушки на несколько часов.

4.4, Шаг 4: Процесс плавления и литья в вакуумной центрифужной машине
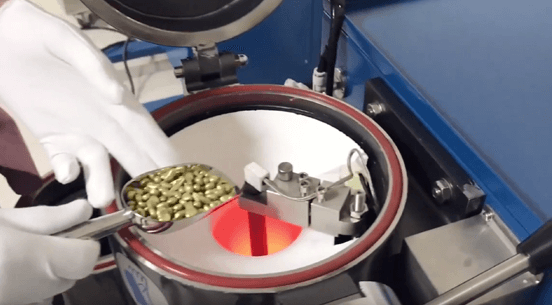
Верхняя камера машины для вакуумного центрифужного литья затем может быть заполнена до 350 г металла (платина, палладий или нержавеющая сталь), который нужно отлить в ювелирные изделия. Плавка происходит в верхней камере машины для вакуумного центрифужного литья, оснащенной функцией индукционного плавления, и металл перетекает в нижнюю камеру. Форма помещается в нижнюю камеру машины, где происходит литье. Охлаждение происходит немедленно.

4.5, Шаг 5: Мытье, полировка и точная обработка
Очистка и промывка происходят после завершения охлаждения, чтобы удалить инвестицию, использованную в процессе литья. Для очистки отлитых ювелирных изделий настоятельно рекомендуется использовать специальную машину для чистки ювелирных изделий. Очистная машина оснащена водяными шлангами, которые моют изделия на очень высокой скорости и под давлением.
Прецизионная обработка включает в себя удаление лишнего материала с ваших ювелирных изделий. Проще говоря, это означает придание крупным частям материала более точной формы, чтобы они соответствовали вашим точным спецификациям. Этот процесс включает резку, фрезерование, токарную обработку и электрическое разрядное литье, и обычно выполняется с использованием оборудования с числовым программным управлением (CNC).
