При литье моделей для производства ювелирных изделий производители часто сталкиваются с различными видами дефектов.
Эти дефекты возникают на разных этапах производственного процесса и становятся причиной потери дохода. Опытные специалисты в ювелирной отрасли постоянно ищут новые и инновационные способы предотвращения и устранения дефектов литья.
Данная статья направлена на поддержку этих усилий, она выявляет несколько распространенных механизмов появления дефектов при литье ювелирных изделий и предлагает способы их предотвращения и минимизации.
Захват воздуха в воске
Захват воздуха внутри воска является распространённым дефектом при литье ювелирных изделий. Этот дефект особенно опасен тем, что возникает легко и незаметно для оператора.
Воздух может попасть в воск двумя способами: первый — во время процесса впрыска воска, когда воздух вместе с воском попадает в форму; второй — когда воздух проникает в форму из различных внешних источников.
Основной причиной этого дефекта является недостаточная вентиляция формы. Если воздух не может выйти, он начинает циркулировать и может захватываться внутри воска.
Другим важным фактором, способствующим возникновению этого дефекта, является неэффективная работа некоторых частей системы печи, таких как прокладки, хомуты для шлангов и металлические пузырьки.
Внешний вид: Определить наличие захвата воздуха в воске только визуальным осмотром бывает очень трудно или даже практически невозможно в некоторых случаях. Однако это может быть достаточно просто, если точно знать, на что обращать внимание. Очень очевидным признаком является наличие вогнутой полости на поверхности ювелирного изделия. В зависимости от степени захвата воздуха эта полость может быть едва заметной или микроскопической либо достаточно большой и легко различимой.

Влияние на свойства: Захваченный воск с воздухом приводит к образованию пузырей внутри структуры ювелирного изделия. Эти отверстия нарушают целостность структуры украшения, что приводит к её ослаблению. В результате такая ослабленная структура ювелирного изделия становится более склонной к разрушению под нагрузкой.
Рекомендуемые решения: Самый важный способ предотвратить захват воздуха в воске — это уделять особое внимание качеству системы вентиляции формы, чтобы обеспечить оптимальную циркуляцию и свободный выход воздуха из системы. Для устранения полостей, вызванных воздушными пузырями, их сначала выявляют, поднося изделие к лампе, после чего заполняют острым инструментом, нагретым до очень высокой температуры. В качестве профилактики следует регулярно обслуживать упомянутые ранее детали, такие как прокладки и другие, а также часто проверять их на наличие повреждений и загрязнений.
Морщинистая поверхность
Морщинистая поверхность — это распространённый дефект в ювелирном литье, который часто возникает на позднем этапе процесса литья по выплавляемым моделям, известного как «процесс выжигания воска». Этот дефект обычно возникает при слишком быстром нагреве в процессе выжигания.
Быстрый нагрев может быть связан с расположением форм (фласков). Так как стены печи являются самыми горячими внутри, формы, расположенные рядом с ними, нагреваются быстрее, чем остальные части. Такое неравномерное нагревание и приводит к появлению морщин на поверхности.
Внешний вид: как следует из названия, дефект морщинистой поверхности характеризуется волнистостью и шероховатостью на поверхности отлитого ювелирного изделия. Важной визуальной особенностью этого дефекта является то, что он часто проявляется только на одной стороне изделия.
Как упоминалось ранее, быстрый и неравномерный нагрев является главной причиной этого эффекта. Поэтому именно та сторона ювелирного изделия, которая подвергается быстрому нагреву, наиболее ярко проявляет внешний вид этого дефекта.

Влияние на свойства: Этот дефект влияет только на поверхностные характеристики, такие как гладкость и однородность. На данный момент не известно о влиянии этого дефекта на прочность или микроструктуру отлитых изделий с морщинистой поверхностью.
Рекомендуемые решения: Поскольку неравномерный нагрев является причиной появления морщинистой поверхности, его можно избежать, размещая нагревательные фласки как можно ближе к центру печи. Когда все части отливки подвергаются равномерному или схожему нагреву, вероятность появления морщин значительно снижается. Кроме того, после появления дефекта обработка поверхности шлифовкой и полировкой поможет сгладить морщины и восстановить ровную поверхность.
Дефекты при сборке литниковой системы
В процессе литья ювелирных изделий этап сборки литниковой системы является очень важным и во многом определяет успех всего процесса.
Из-за своей важности сборка литников часто становится причиной многих распространённых дефектов в ювелирном литье. Существует множество обычных практик при сборке литников, которые непреднамеренно приводят к появлению дефектов.
Например, неправильное прикрепление восковых моделей к литникам может вызвать базовый дефект, который в итоге ухудшит качество готового ювелирного изделия.
Внешний вид: Для изделия после правильной сборки литников соединительные точки между литником и воском должны быть гладкими, бесшовными и практически незаметными. Однако при дефектах сборки литников наблюдаются чередующиеся зазоры и выступающие части, что придаёт изделию шероховатую поверхность и выделяет точки соединения. Помимо видимых выступов, они могут ломаться при высоких температурах, образуя мелкие заусенцы, которые цепляются за другие части отливки. При отламывании заусенцев также возможно срезание мелких частиц основного материала, что приводит к образованию небольших полостей внутри изделия.
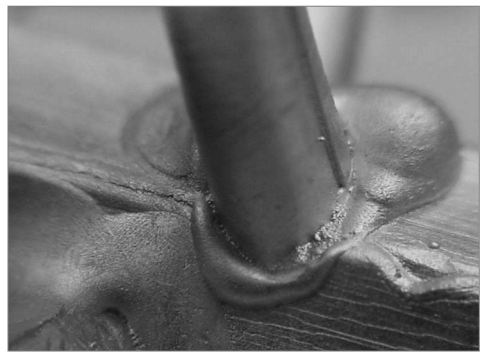
Влияние дефекта на свойства: Механическая прочность конечного ювелирного изделия, изготовленного из воска с признаками дефектов сборки литниковой системы, будет снижена. Различные полости и неправильно установленные восковые модели на литниках могут привести к лёгкому разрушению или механическому отказу изделия при воздействии давления или нагрузки.
Рекомендуемые решения: Необходимо проявлять крайнюю осторожность на этапе сборки литниковой системы как при моделировании, так и при соединении. Это позволит избежать ошибок и гарантировать правильную посадку восковых моделей на литники без полостей и выступов. В случаях, когда дефекты выражены явно и значительно, рекомендуется переплавить и заново установить восковые модели на литники.
Дефекты при удалении воска
Этот дефект часто возникает из-за попыток ускорить процесс заливки формы. В стремлении сэкономить время и деньги многие ювелирные компании допускают ошибку, торопясь при проведении процесса заливки формы.
К сожалению, этот этап в процессе ювелирного литья нельзя чрезмерно ускорять, так как это приводит к дефектам удаления воска, которые проявляются в виде следов жидкости на поверхности отливки.
Причина этого в том, что при поспешной заливке используется смесь с высоким содержанием воды, которая начинает вытекать по поверхности.
Внешний вид: Водяные пятна, образованные струйками жидкости из-за плохой заливки, оставляют следы на поверхности, портящие внешний вид ювелирного изделия. Эти водяные пятна — яркий признак дефекта удаления воска, который легко обнаружить и своевременно устранить.
Влияние дефекта на свойства: Изначально может показаться, что дефект удаления воска влияет только на поверхность ювелирного изделия, но его последствия гораздо глубже. Появление водяных пятен указывает на неправильно проведённый процесс заливки формы, и дефект удаления воска может свидетельствовать о том, что изделие не обладает должной прочностью.
Рекомендуемые решения: Как избежать этого конкретного дефекта ювелирного литья вполне очевидно, так как известно, что он возникает из-за излишнего сокращения времени заливки формы. Производителям необходимо проявлять терпение и понимать, что любые сэкономленные средства за счёт уменьшения времени на заливку будут компенсированы проблемами с качеством, вызванными дефектом удаления воска.
Холодные спаи (Cold Shuts)
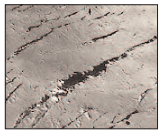
Влияние дефекта на свойства: Холодные спаи механически ослабляют материал, так как при воздействии напряжения они могут расширяться или перерастать в трещины, что в дальнейшем под действием нагрузки приведёт к деформации или разрушению материала. Качество поверхности также значительно ухудшается, поскольку холодные спаи уродуют её до такой степени, что восстановить первоначальный вид с помощью полировки или шлифовки невозможно.
Рекомендуемые решения: Повышение температуры литья или температуры опоки определённо поможет предотвратить возникновение холодных спаев. Однако важно соблюдать осторожность и увеличивать температуру только в пределах допустимого, чтобы не вызвать появление других распространённых дефектов при литье ювелирных изделий.
Трещины
Влияние дефекта на свойства: Механическая прочность материала, безусловно, страдает от трещин, поскольку они имеют тенденцию расширяться под воздействием напряжений и в конечном итоге приводят к разрушению. На микроструктурном уровне трещины также вызывают сегрегацию по границам зерен, хотя эти изменения обычно не проникают глубоко внутрь материала.
Рекомендуемое решение: Следует уделять пристальное внимание этапу непрерывного литья, чтобы обеспечить ровную и непрерывную поверхность на всём протяжении процесса. Кроме того, на каждом этапе литья необходимо избегать избыточного механического напряжения, которое может привести к образованию трещин на поверхности.
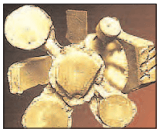
Поры и включения
Эти дефекты возникают во время заливки расплавленного металла в форму. Часто некачественно выполненная опока (оболочка для литья) значительно способствует образованию пор и включений на поверхности отливок.
Кроме того, здесь играют роль и другие дефекты, такие как ошибки при сборке литейного «дерева». Слабая структура опоки в сочетании с другими дефектами приводит к образованию участков металла, которые становятся хрупкими и легко разрушаются при высоких температурах. Когда эти мелкие частицы попадают вместе с металлом в форму, они становятся причиной включений на поверхности готового изделия.
Визуальный вид: Когда включения занимают часть поверхности изделия, а затем удаляются, на их месте остаются полости — именно это и называется порами.
Они заметны на поверхности и часто повторяют форму включений, которые ранее находились в этих местах. В некоторых случаях включения могут оставаться на поверхности, проявляясь как примеси — материалы, отличающиеся по цвету от основного металла отливки.
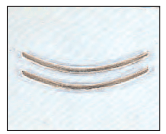
Лепестки (Fins)
Как и многие другие распространённые дефекты при литье ювелирных изделий, лепестки являются результатом проблем, возникающих во время процесса литья по выплавляемым моделям. Они также могут появляться из-за использования некачественной или несертифицированной формовочной массы.
Одним из значимых факторов возникновения лепестков является давление. Это подтверждается тем, что сплавы с высокой пробой чаще склонны к образованию лепестков на поверхности из-за их большей плотности и, соответственно, повышенного давления на форму.
Это означает, что между давлением и образованием лепестков на поверхности отливки существует прямая зависимость.
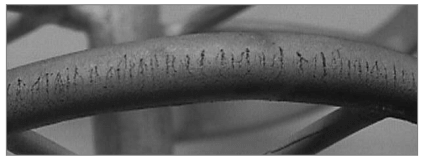
Визуальные признаки: Лепестки представляют собой тонкие металлические наросты, которые можно обнаружить по краям отливки. Они часто имеют неправильную форму и становятся заметными после удаления формовочной массы с литейного дерева.
Они также чаще появляются в нижней части опоки, поскольку в этой зоне печи температура (а следовательно, и давление) выше. Лепестки могут сопровождаться шероховатостью поверхности и редко возникают изолированно.
Влияние дефекта на свойства: Хотя данный дефект затрагивает только поверхность литейных материалов и не оказывает влияния на механические или структурные характеристики, важно отметить, что даже поверхностный дефект сам по себе крайне нежелателен. Появление лепестков требует дополнительной обработки — полировки или шлифовки, что в конечном итоге увеличивает себестоимость продукции.
Рекомендуемые решения: Необходимо уделять пристальное внимание выполнению процесса литья по выплавляемым моделям. Также следует обеспечивать высокое качество, прочность и правильные пропорции смеси формовочного порошка, чтобы избежать образования лепестков.
Пористость усадки
Этот дефект возникает из-за усадки расплавленного металла при его затвердевании (отсюда и название). В нормальных условиях расплавленный металл заполняет форму полностью, образуя сплошную поверхность, однако при усадке в процессе затвердевания остаются пустоты.
Обычно расплавленный металл должен поступать в эти пустоты, заполняя их, но быстрое охлаждение, приводящее к преждевременному затвердеванию, а также неэффективная конструкция литников препятствуют этому. В результате на поверхности отливки образуются поры в разных местах.
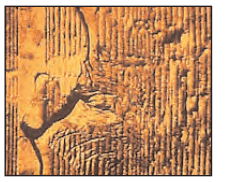
Внешний вид: В большинстве случаев поры не видны невооружённым глазом, что затрудняет диагностику и устранение дефекта. Иногда они проявляются как слегка тёмные пятна, но обычно не достаточно отчетливо для точной идентификации. При увеличении поры имеют дендритообразную форму, соединяясь между собой и распространяясь по поверхности отливки.
Влияние дефекта на свойства: Самое важное воздействие наблюдается на уровне микроструктуры, где в разных местах образуются зазоры. Эти пустоты в микроструктуре приводят к снижению прочности, увеличивая вероятность разрушения или отказа материала при приложении достаточного напряжения.
Рекомендуемое решение: Чтобы избежать данного дефекта, важно правильно проектировать модель так, чтобы литники и каналы для подачи расплавленного металла были оптимизированы и обеспечивали быстрый приток металла в пористые участки до затвердевания.