| Модель | SPB-150WB |
| Длина волны | 1064нм |
| Максимальная выходная мощность | 150Вт |
| Максимальная энергия импульса | 80Дж |
| Источник насоса | Один ламповый насос |
| Ширина импульса | 0.1-20мс |
| Частота импульсов | ≤50Гц |
| Наведение и позиционирование | Микроскоп + система камер |
| Применение | Сварка и ремонт различных украшений из драгоценных металлов |
| Потребление мощности хоста | ≤5КВт |
| Электрические требования | AC220V±5%/50Гц |
| Охлаждающая система | Водяное охлаждение + воздушное охлаждение |
| Размер | 660x385x435мм |
| Вес | 49кг |



2 года гарантии
Гарантия на нашу машину на один год длиннее, чем гарантия, предоставляемая другими заводами.
Сильная сервисная команда
Мы предоставим ответ на вашу проблему в течение 24 часов нашим профессиональным инженером.




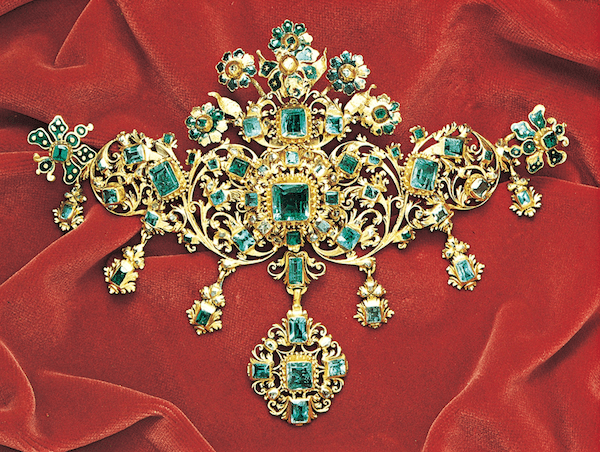
Знаете ли вы, что ювелирные изделия паяются?
Все изысканные ювелирные изделия, которыми вы украшаете себя, не производятся легко. Они создаются с множеством часов упорного труда, который включает мастерство в различных техниках. Пайка — это процесс, при котором два или более разных металла соединяются путем плавления припоя. Основные металлы, которые соединяются, не плавятся. Припой — это сплав двух металлов.
Основные характеристики, которые следует учитывать при выборе металлов для создания припоя, — это низкая температура плавления. Обычные металлы, используемые в качестве припоя, включают олово, железо и свинец. Однако из-за увеличивающихся угроз, связанных с свинцом, он постепенно заменяется другими металлами.
Пайка может быть выполнена с использованием различных устройств, таких как паяльная горелка, паяльник, пламянагреватель или индукционный нагреватель. Самая новая технология, которую можно использовать для пайки, — это лазерный луч.
1.1. Историческое развитие пайки ювелирных изделий
Практически невозможно точно определить происхождение пайки в современных условиях. Исторические записи содержат фрагменты доказательств пайки, которые восходят к бронзовому веку — возможно, даже до 4000 года до нашей эры.
Множество ювелирных изделий, найденных в этой эпохе, были украшены и использованы благодаря пайке. Пайка всегда была неотъемлемой частью обработки металлов. Цивилизации, такие как месопотамская, использовали пайку на самом раннем уровне, начиная с почти 5000 лет назад. Все ювелирные изделия, найденные из этого периода, такие как маленькие ожерелья и серьги, содержат следы пайки.
Считается, что сумерийские мечи, которые использовались около 3000 года до нашей эры, были собраны с помощью пайки. Это очевидно из удивительных золотых изделий, найденных среди остатков египетской цивилизации, которые подтверждают, что ювелиры этого периода были мастерами пайки. Ремесленники Трои также обладали выдающимися навыками в этой области.
Искусство пайки передавалось из поколения в поколение через многие эпохи. Со временем оно развивалось и становилось необходимым средством для получения удивительных результатов из любого металла.
Самым заметным достижением, которое датируется сотнями лет, является строительство пайки длинных водопроводных труб, простирающихся на почти 400 км, сделанных римлянами из свинца с швами. Эти трубы могли выдерживать экстремальные климатические условия и были не менее прочными, чем трубы сегодняшнего дня. Работы, выполненные ювелирами, представляют собой произведения искусства, которыми можно любоваться весь день.
Гравировки на каждом ювелирном изделии, украшенном людьми той эпохи, подчеркивают мастерство ювелиров в этой области.
В последние годы пайка значительно продвинулась. Около середины 1800-х годов в рынках Детройта появились первые паяльники. В 1921 году Эрнст Сакс из Германии разработал первый электрический паяльник для промышленности и инициировал коммерческое производство 200-ваттного электрического паяльника.
В настоящее время для пайки мелких металлических частей необходимы точные программируемые и температурно регулируемые станции.

1.2. В каких случаях нужно паять ювелирные изделия?
Пайка имеет широкие применения в области ювелирного дела. От соединения двух элементов вместе до заполнения пустых пространств — пайка является лучшим выбором. Пайка гарантирует, что ювелирное изделие не будет искажено и станет настоящим произведением искусства. Когда нужно вырезать драгоценный камень на металле или нагреть металл для его формирования, пайка может быть использована.
Лазерная пайка — это лучший выбор, поскольку она требует меньше времени и имеет большую эффективность. Поэтому, при массовом производстве кастомных ювелирных изделий, производство должно быть быстрым, и именно поэтому используется лазерная пайка.

1.3. Как производить ювелирные изделия для пайки?
Новая тенденция в ювелирной отрасли — это отказ от старых традиционных дизайнов в пользу модных индивидуально изготовленных украшений. Кастомизация дизайнов не так проста, учитывая сложные работы, которые востребованы на современном рынке. Ранее большинство дизайнов были однотипными и не требовали большого количества изменений.
Однако сложная задача репликации сложных дизайнов стала значительно проще благодаря новейшей технологии на рынке — лазерной пайке.
Хотя она пока не так популярна, ожидается, что с ростом спроса эта технология станет широко известной. Создание ювелирного изделия включает множество этапов — от сбора дизайна до изготовления каждого элемента и их сборки — это обширная область функций.
Пайка играет ключевую роль в этом процессе производства ювелирных изделий. Начиная от соединения различных элементов дизайна и заканчивая каждым важным элементом изделия, пайка упрощает процесс. Производство ювелирных изделий в большом масштабе включает пайку на каждом этапе.
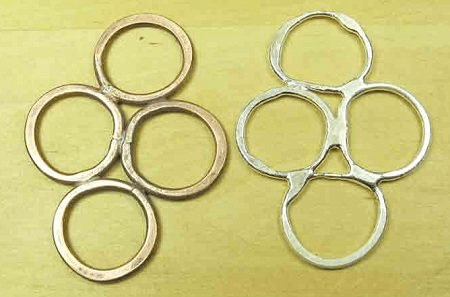
Инструменты на рынке для пайки драгоценных металлов
Пайка с использованием традиционных методов, таких как пайка с паяльником или индукционным обогревателем, может использоваться для пайки драгоценных камней. Когда драгоценные камни нужно установить на кольце или подвеске, они паяются и закрепляются на ювелирном изделии. Процесс очень детализированный, и есть вероятность искажения после того, как весь процесс остынет.
Однако в наши дни для облегчения работы используется лазерная пайка. На рынке доступно множество пайочных машин. Наиболее предпочитаемой машиной для пайки ювелирных изделий среди различных пайочных машин является лазерная пайка для золота.
Мы в Superbmelt предоставляем вам пайочные машины самого высокого качества по доступным ценам. Наши машины оснащены лучшими технологиями, чтобы гарантировать, что ваши драгоценные металлы останутся нетронутыми и не будут повреждены.
2.1. Что нужно подготовить перед пайкой ювелирных изделий?
Пайка с использованием традиционных методов требует множества предварительных материалов. Однако с лазерной пайкой требуется намного меньше. Необходима только лазерная пайочная машина с отличным источником питания и несколькими другими управляющими устройствами.
Рабочее место должно быть хорошо проветриваемым и организованным.
Необходимо учитывать характеристики ювелирного изделия для определения мощности лазерного луча, который необходимо применить.
Кроме мощности лазерного луча, важным аспектом является также его геометрия.
Необходимо держать под рукой пирометр. Разные материалы требуют разных температурных диапазонов. Пирометр, используемый для измерения температуры, постоянно контролирует температуру поверхности соединения, которое паяется, каждые 10 мс для оптимального контроля процесса. Более того, использование пирометра ускоряет процесс создания программы пайки.
Кроме физических компонентов, необходимо учитывать и другие параметры. Контроль теплового профиля, применяемый к каждому соединению, позволяет оптимизировать эти параметры пайки.
Еще один момент, который нужно учитывать — это соотношение размера отверстия и штифта. Если отверстие слишком маленькое или слишком большое по сравнению с диаметром штифта, может возникнуть плохое сцепление. Поэтому важно поддерживать оптимальное соотношение.

2.2. Разные отрасли используют разные методы
Пайка может быть условно разделена на три категории:
- Мягкая пайка
- Жесткая пайка
- Катанка
Разные отрасли используют различные методы в зависимости от их специфических требований.
Мягкая пайка:
Для мягкой пайки требуется температура ниже 400 градусов Цельсия. Металлы, используемые в этом типе пайки, в основном являются сплавами, такими как олово с температурой плавления ниже 350 градусов Цельсия. Низкая температура обеспечивает прочное соединение. Начальное требование для мягкой пайки — это мягкий свинец. Он используется для пайки электрических соединений и монтажа электронных компонентов на печатных платах.
Отрасли, в которых используется мягкая пайка:
Мягкая пайка в основном используется в таких отраслях, как электроника и сантехника.
Жесткая пайка:
Жесткая пайка требует более высокой температуры для расплавления припоя. Это обеспечивает более прочное соединение. В этом случае используется металл, обычно латунь или серебро. Поэтому этот процесс часто называют “серебряной пайкой”. Он в основном используется для соединения таких металлов, как серебро, золото, медь и т. д. В отличие от латуни, серебро плавится при более низкой температуре. Из-за своей высокой цены оно используется реже.
Отрасли, в которых используется жесткая пайка:
Жесткая пайка в основном используется в ювелирной промышленности и сантехнике.
Катанка:
Катанка требует очень высокой температуры и создает самые прочные соединения. Здесь металл нагревается, но не плавится. Она обеспечивает самые чистые паяные соединения.
Катанка не должна рассматриваться как синоним сварки. Эти два процесса очень разные и не должны путаться. Различия были объяснены ниже.
Обе технологии — это методы соединения металлов в процессе обработки листового металла, но каждая операция отличается в определенных аспектах. Проще говоря, сварка — это процесс, при котором металлы соединяются путем плавления основного металла и его слияния, в то время как катанка соединяет металлы путем плавления и пропускания припоя в соединение.
При катанке металл, используемый для заполнения, имеет более низкую температуру плавления, чем металл, который нужно соединить. В сварке наоборот — металл для заполнения имеет более высокую температуру плавления, чем основной металл, что похоже на пайку.
В случае катанки основной металл не плавится. Однако при сварке основной металл плавится, и каждый элемент соединяется.
Катанка использует капиллярное действие, а сварка — процесс слияния.
Отрасли, в которых используется катанка:
Катанка используется для фитингов труб и имеет широкий спектр применения в инструментальной промышленности.
Другие типы пайки включают:
Индукционная пайка:
Индукционная пайка — это процесс, при котором два или более металлических предмета соединяются путем их плавления с помощью введения электромагнитных полей между металлами для легкого плавления и протекания припоя (паяльного материала) в соединение.
Паяльный материал (припой) имеет более низкую температуру плавления, чем основной металл, с которым работаете. Индукционная пайка нагревает рабочие материалы в радиочастотном поле (RF). Это процесс без контакта, и поэтому он желателен.
Индукционная пайка не включает плавление соединений.
Индукционная пайка часто приводит к более слабому соединению, чем катанка. Однако это может быть проигнорировано для многих применений, особенно когда работают с чувствительной электроникой или маленькими компонентами. Она вызывает меньший термический стресс.
Волновая пайка:
Волновая пайка — это процесс, при котором печатная плата паится путем ее перемещения по волне припоя. Это очень стабильный процесс — как механически, так и электрически. Он выполняет работу за несколько секунд и создает прочные соединения.
Она в основном используется для сборки печатных плат в коммерческих целях из-за короткого времени операции. Ее можно использовать как для компонентов с отверстиями, так и для поверхностных компонентов.
Тем не менее, с развитием технологий волновая пайка используется все реже.
Пайка витражей:
Пайка витражей — это наиболее сложный вид пайки, требующий высокой квалификации. Для этого используется паяльник мощностью не менее 80 Вт. Это удивительный метод для создания красивых украшений или других произведений искусства на стекле.
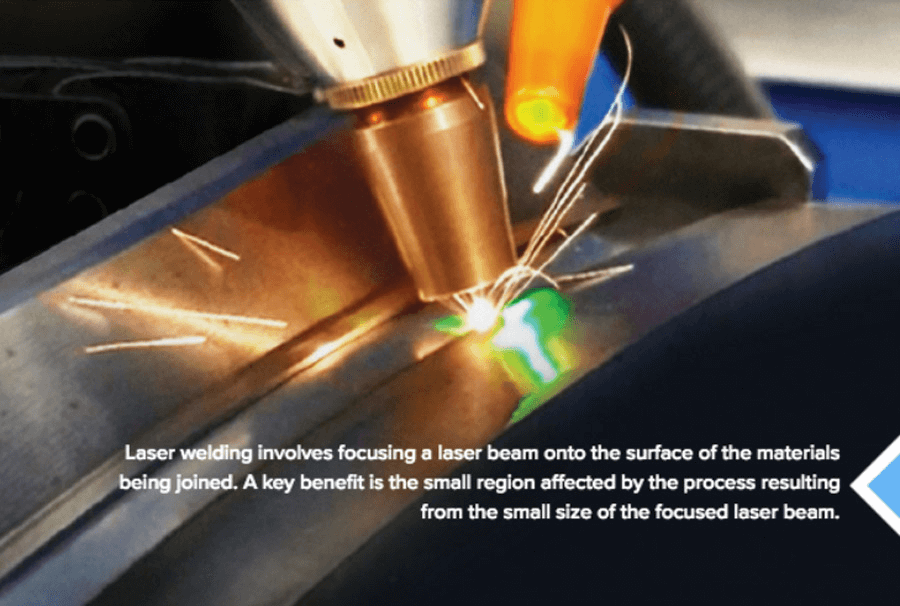
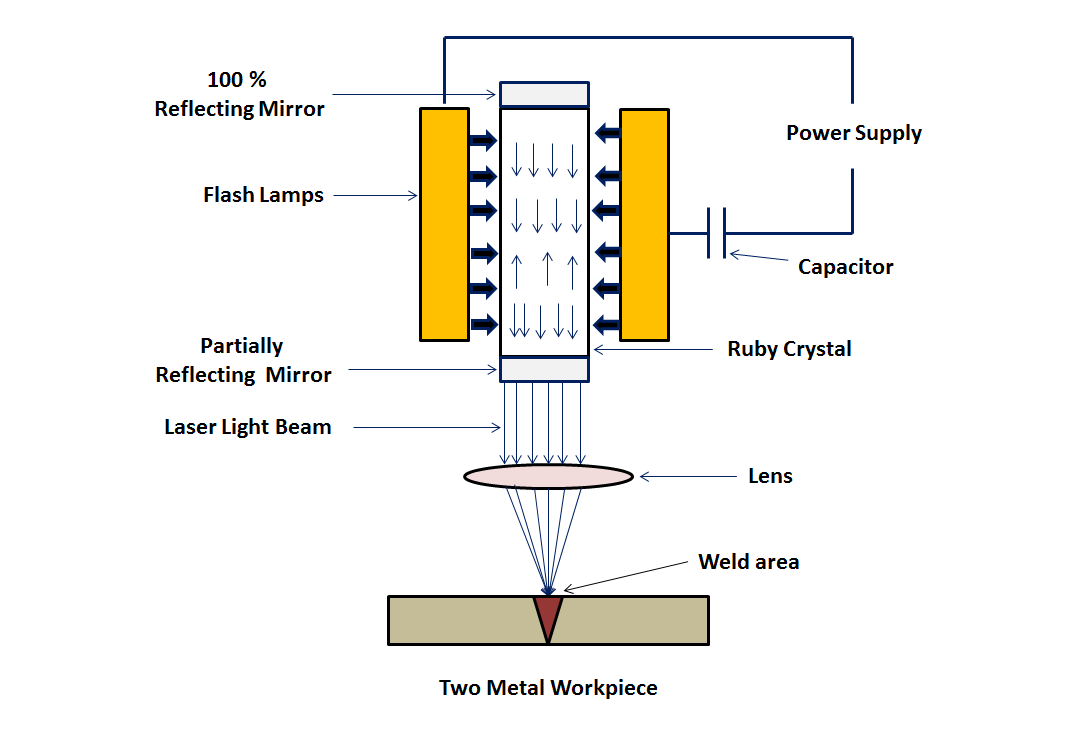
Лазерная пайка:
Лазерная пайка — это способ использования лазерного луча для нагрева соединения и их сплавления. Это процесс без контакта и самая новая технология для пайки металлов.
2.3. Разные методы нужны для разных металлических ювелирных изделий
Изготовление ювелирных изделий требует соединения изящных деталей без искажения. Наиболее распространённый метод, используемый для изготовления металлических украшений — это лазерная пайка.
Лазерная пайка использует лазерный луч для расплавления припоя. Поскольку лазерный луч очень узкий, его можно сфокусировать на крошечной области, куда жало паяльника может не дотянуться. Это быстрый процесс.
Существует две основные категории лазерной пайки.

Импульсные инфракрасные волоконные лазеры используются для минимальных операций. Они могут выполнять гравировку и имеют многоцелевое применение. Их можно использовать для текстурирования определённой поверхности или для резки хрупких краёв. Они особенно хорошо подходят для удаления материала. Если во время пайки на поверхности имеются неровные отложения, эта технология может решить проблему.
Лазер с непрерывными импульсами обладает очень низкой выходной мощностью. Лазер излучается в течение длительного времени без промежутков.
2.4. Сравнение методов пайки ювелирных изделий
Методы пайки в ювелирном деле включают:
- пайку с использованием припоя в виде чипа или таблеток (Chip или Pillion пайка)
- «внахлест» (Sweat пайка)
- пайку зондом или пинцетом (Probe или Pick пайка)
Сравнение различных методов пайки представлено ниже:
| Метод пайки | Область применения | Способ выполнения |
|---|---|---|
| Chip или Pillion пайка | Используется для размещения припоя между соединяемыми частями. | Этапы пайки: 1) Нанесите флюс на припой (чипы) и зажгите горелку. 2) Разогрейте область вокруг соединения. 3) После появления пузырьков флюса направьте пламя на металл плавными движениями. 4) Когда металл начнет менять цвет, сузьте область нагрева, чтобы разогреть обе поверхности. 5) Дождитесь, пока припой растечётся. 6) Если осталась незапаянная область, можно отдельно повторно нагреть её горелкой. 7) После пайки окуните металл в воду, а затем в кислотный раствор для травления. |
| Sweat пайка | Используется для соединения двух листов металла. | Этапы пайки: 1) Поместите чипы припоя между двумя металлическими пластинами. 2) Убедитесь, что чипы размещены равномерно, чтобы припой растекался без зазоров. 3) Используя горелку, направляйте поток припоя. 4) Разогрейте окружающую область, а при появлении пузырьков флюса — сам металл. 5) Когда припой начнет течь, перемещайте уголь, чтобы обеспечить равномерное заполнение. 6) Если остались зазоры, добавьте флюс и повторно нагрейте участок. |
| Probe или Pick пайка | Применяется при пайке проволоки или узких участков. | Этапы пайки: 1) Отрежьте кусочек припоя среднего размера и полностью окуните его во флюс. 2) Поместите чип на уголь и зажгите горелку. 3) Направьте пламя прямо на чип — он свернется в небольшую каплю, напоминающую зонд. 4) Установите зонд на нужное место и далее выполняйте шаги, аналогичные пайке с чипом. |
Почему вам нужен лазерный паяльник для пайки ваших ювелирных изделий
Пайка — это процесс, связанный с высокой температурой. Количество энергии, выделяемой при пайке металла, очень велико. Поэтому сварщик должен учитывать все необходимые меры предосторожности.
Рабочее место не должно быть загроможденным, и, что особенно важно, должно быть оборудовано аптечкой на случай несчастного случая. Выполнение пайки — это непростая задача, требующая многолетнего опыта.
Эту работу следует доверять исключительно специалистам в данной области. Кроме того, лазерная пайка — это сравнительно новая технология. Работа с лазерным лучом — дело не из легких и не должно восприниматься легкомысленно.
В ювелирном деле сложные дизайны требуют очень тонкой и точной лазерной обработки, которую исполнитель должен выполнять с особой осторожностью и терпением. Поэтому рекомендуется обратиться к профессионалу и доверить выполнение работы ему, а не заниматься этим самостоятельно.
3.1. Преимущества метода лазерной пайки ювелирных изделий по сравнению с другими методами
Метод лазерной пайки является сравнительно новым и обладает рядом преимуществ.
Прежде всего, это бесконтактный процесс, что означает отсутствие механического воздействия на печатную плату и чистую, готовую к использованию поверхность после пайки.
Кроме того, это более стабильный и надёжный процесс, поскольку он эффективно применяет тепло без неравномерного нагрева.
С помощью лазера можно спаивать очень мелкие металлические элементы в ограниченном пространстве, куда не может проникнуть паяльный наконечник. Лазерный луч не отклоняется легко, поэтому он идеально подходит для работы в труднодоступных местах. Это позволяет достичь нужного результата. Ювелиры могут использовать эту особенность для создания сложных деталей в массовом производстве, что в противном случае потребовало бы высокого уровня мастерства и опыта.
Лазерная пайка облегчает соединение разнородных деталей, что позволяет создавать стильные и современные дизайны. Это наилучший вариант для работы с мелкими компонентами, которые могут расплавиться при воздействии высокой температуры.
Главное преимущество использования лазерной паяльной машины — это высокая точность и минимальные требования к обслуживанию. Пользователь может внешне контролировать температуру паяного соединения с минимальным риском деформации. Лазерная пайка обеспечивает потрясающую точность и более высокую эффективность по сравнению с другими методами.
Кроме того, благодаря созданию сложных дизайнов в массовом производстве, повышается общая производительность, что способствует росту продаж и прибыли.
Существенным преимуществом лазерной пайки является её способность снижать образование интерметаллических соединений благодаря быстрому формированию шва, что обеспечивает высокое качество соединения.
Также она требует минимальных затрат на обслуживание. После покупки лазерной паяльной машины для ювелирных изделий она будет работать много лет, не теряя качества результата.
Она очень проста в использовании и легко адаптируется под нужды пользователя. Её можно настроить в зависимости от дизайна и сферы применения.
3.2. С лазерной пайкой вам не нужно тратить дополнительное время на подготовку к работе заранее
Как выбрать лазерную паяльную машину
4.1. На что следует обратить внимание при покупке машины для пайки ювелирных изделий?
Первым аспектом, на который следует обратить внимание, является долговечность ювелирного изделия. Покупая украшение, никто не хочет, чтобы оно было одноразовым продуктом, ведь это означает впустую потраченные деньги. Существует мнение, что сварка делает украшения слабыми и склонными к поломке. Однако ювелирные изделия, изготовленные с применением высококачественной сварки, такой как лазерная сварка, не представляют такой угрозы. Такие изделия прочные и очень долговечные.
Следующий критерий — это цена украшения. Ювелирные изделия стоят довольно дорого. Тем не менее, эта цена оправдана, так как качество продукции действительно высокое. Возможно, на ту же сумму можно купить несколько менее дорогих украшений, но покупателю следует предпочесть качество, а не количество.
После оценки стоимости изделия покупатель также должен учитывать затраты на его обслуживание. Украшения, изготовленные с использованием лазерной сварки, долговечны и не требуют особого ухода. Вероятность их порчи в короткий срок крайне мала.
Покупателю следует обратить внимание на сложность дизайна. Если вы ищете индивидуальный дизайн, ювелирные лазерные сварочные машины обеспечивают наилучшее качество без каких-либо компромиссов.
Компания Superbmelt учла все вышеперечисленные параметры и с радостью предложит вам лучшие сварочные аппараты на рынке. Мы прекрасно понимаем ваши потребности и готовы полностью удовлетворить их.

4.2. Какая лазерная паяльная машина подходит для ваших нужд?
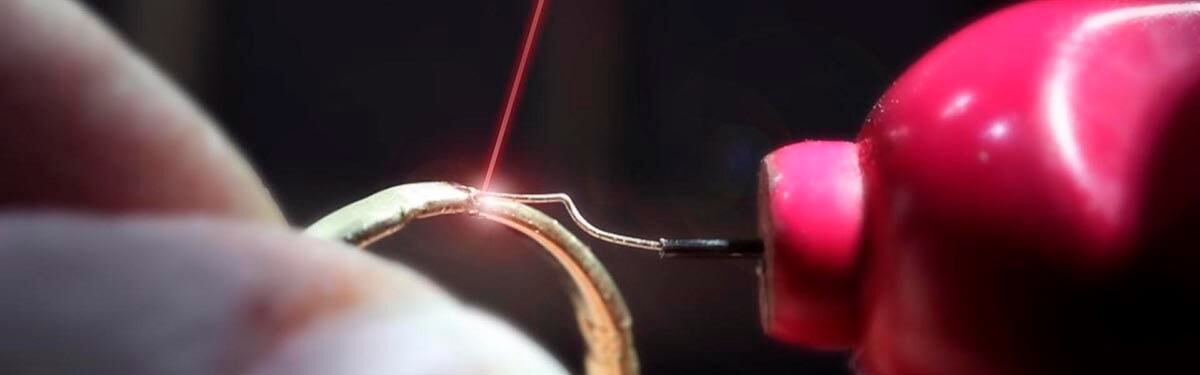
Тип используемой лазерной пайки зависит от области применения. Использование её в ювелирном производстве — относительно новая концепция. Наиболее популярной на рынке является лазерная паяльная машина для золота. Она удобна и проста в эксплуатации.
Лазерный луч, используемый для пайки, очень узкий, что позволяет добраться до мельчайших участков, куда обычный металлический наконечник не смог бы проникнуть. Область применения у данной технологии довольно широка. Поскольку машина работает от электросети, риск утомления оператора при работе сводится к минимуму, что делает её идеальной для массового производства. Ювелиры также могут использовать её для ремонта повреждённых изделий.
4.3. Какие части являются основными для лазерной пайки и как их обслуживать?
Основные элементы лазерной паяльной машины:
- Источник питания:
Для работы требуется источник высокого напряжения. Он используется для генерации лазерного луча в машине. Плотность мощности регулируется внешне. Высокая плотность мощности позволяет за короткое время нагреть поверхность до точки кипения. - CAM (компьютерное автоматизированное производство):
Лазерная машина управляется компьютером, запрограммированным на выполнение сварочного процесса. CAM-система осуществляет основные функции управления во время сварки. Она значительно ускоряет процесс. Скорость — один из ключевых параметров при проведении сварки. Если скорость слишком высокая — сварка будет слишком мелкой, если слишком низкая — металл может перегреться и расплавиться чрезмерно. Поэтому оператор должен поддерживать оптимальную скорость, чтобы получить качественный шов без деформаций и пор. - CAD (компьютерное проектирование):
Используется для разработки алгоритма сварки.
С его помощью создается модель заготовки и определяется, как будет проводиться сварка. - Защитный газ:
Применяется для предотвращения окисления заготовки во время сварки. Чаще всего используют гелий, аргон и азот.
Газ также защищает фокусирующую линзу от брызг расплавленного металла и испарений. В случае высокоэнергетической сварки он помогает рассеивать плазменное облако, которое может мешать процессу. - Импульсная мощность и длительность импульса:
Зона термического влияния зависит от ширины импульса: чем она больше — тем больше зона нагрева. Иными словами, длина импульса прямо пропорциональна размеру зоны термического воздействия. Пиковая мощность (измеряется в ваттах) влияет на плотность энергии в импульсе. Именно эта плотность энергии определяет глубину проникновения сварки. Глубина шва увеличивается с каждой второй степенью ширины импульса. - Объём расфокусировки:
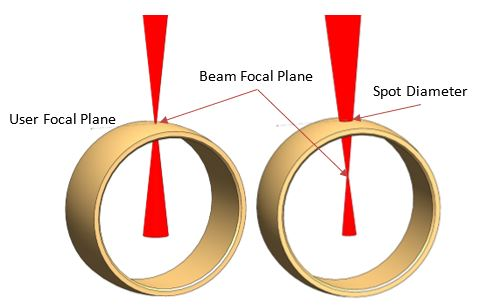
Лазерная сварка требует расфокусировки луча, поскольку высокоплотный луч может испарить металл, создавая полость. Такое испарение вызвано экстремально высокой плотностью энергии в центре фокусировки. - Фокусирующая оптика:
Это элемент, который отражает конец оптического волокна. Задача волокна — передать луч к фокусной головке. Соотношение коллимирующей и фокусной линз определяет размер пятна сварки. Кроме того, фокусирующую оптику можно использовать для точной настройки размера пятна или изменения его параметров, если используется волокно с большим диаметром, чтобы обеспечить более высокую мощность.