3d принтер для ювелирных изделий
Ведущий производитель в Китае
- Используется для прямого литья ювелирных изделий, прототипирования и резиновых форм
- Разработано для ювелирных производителей, дизайнеров и розничных продавцов
- С бюджетной, доступной и профессиональной ценой
- Материалы: воски для литья, литьевые смолы или нелитьевые воски — в зависимости от потребностей клиента
- Технология LCD или DLP
Наши 3D-принтеры для изготовления и литья ювелирных изделий

Ювелирный 3D-принтер для воска
50% белого воска, высокая производительность и легкость в литье
- Высокая точность и ультраточность, обеспечивающие отличные литейные характеристики.
- Принтер для воска 3D оснащен независимой системой подачи кислорода, а аэробная печать в два раза быстрее традиционной печати.
- Часть формы для печати, которая поддерживается, уменьшена на две трети, что значительно снижает затраты из-за малого расхода.
- Позволяет создавать сложные восковые модели, которые можно напрямую отлить.
- Высокое содержание воска, что облегчает литье, чистое выгорание и превосходную отделку поверхности.
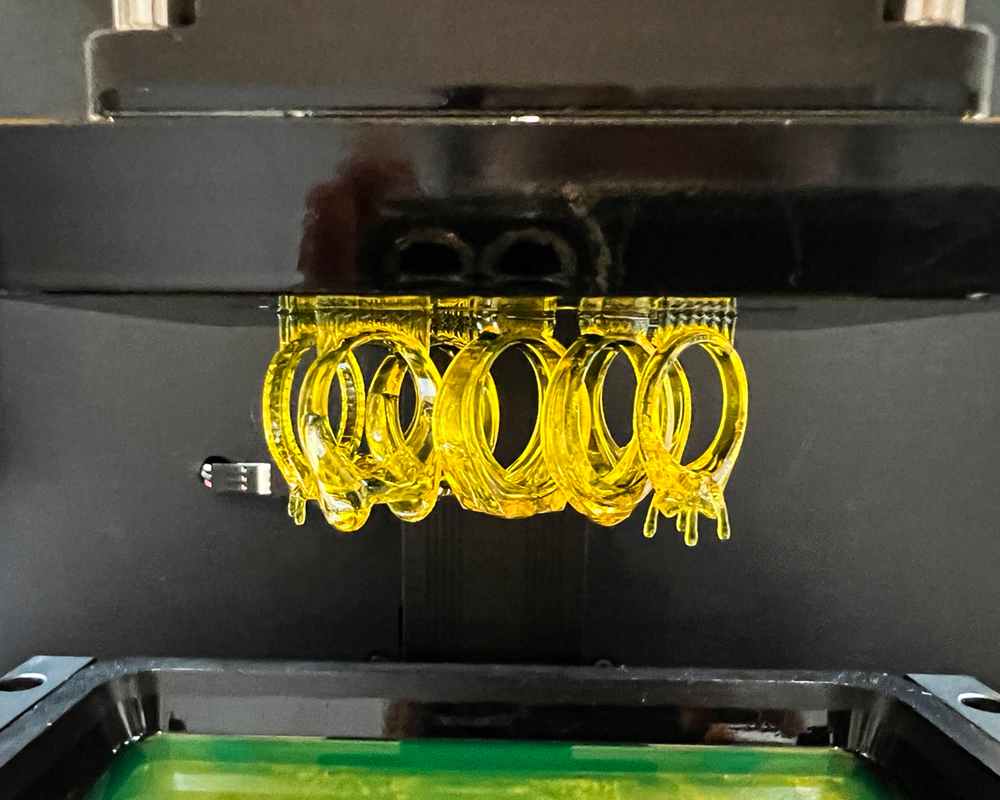
Принтер для смолы 3D для ювелирных изделий
Экономичная смола с высокой точностью для литья, прототипирования и резиноформ.
- Упрощённый рабочий процесс: деревья для литья можно сделать быстрее и проще с помощью 3D-принтера для смолы, чем с традиционной ручной сборкой.
- Снижение затрат: высокая автоматизация печати снижает потребность в рабочей силе, тем самым сокращая трудозатраты.
- Сложные дизайны: фотополимеры загружаются в принтеры в жидкой форме, что позволяет легче формировать сложные геометрические формы по сравнению с расплавленным пластиком.
- Высокая скорость и эффективность: по сравнению с другими методами прототипирования, печать смолой значительно быстрее и может печатать более десяти дизайнов одновременно, ускоряя и улучшая производственные процессы.
- Гладкая отделка: линии слоёв всё ещё присутствуют в печати смолой, но они настолько малы, что едва видны на некоторых цветах смолы. Принты получаются последовательными с высоким качеством поверхности, что делает этот процесс более экономичным.

Ювелирный 3D-принтер для смолы
Экономичная смола с высокой точностью для литья, прототипирования и резиноформ.
- Упрощённый рабочий процесс: деревья для литья можно сделать быстрее и проще с помощью 3D-принтера для смолы, чем с традиционной ручной сборкой.
- Снижение затрат: высокая автоматизация печати снижает потребность в рабочей силе, тем самым сокращая трудозатраты.
- Сложные дизайны: фотополимеры загружаются в принтеры в жидкой форме, что позволяет легче формировать сложные геометрические формы по сравнению с расплавленным пластиком.
- Высокая скорость и эффективность: по сравнению с другими методами прототипирования, печать смолой значительно быстрее и может печатать более десяти дизайнов одновременно, ускоряя и улучшая производственные процессы.
- Гладкая отделка: линии слоёв всё ещё присутствуют в печати смолой, но они настолько малы, что едва видны на некоторых цветах смолы. Принты получаются последовательными с высоким качеством поверхности, что делает этот процесс более экономичным.

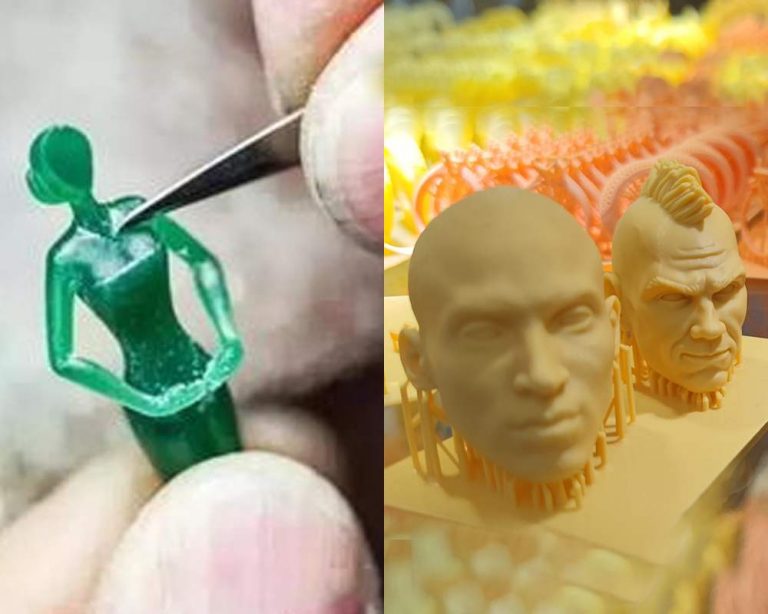
8K Смоляной 3D-принтер
Высокоточный 3D-принтер, который обеспечивает более чёткий результат по сравнению с 4K-принтером, создаёт чрезвычайно детализированные и точные объекты.
- Высокое разрешение: идеально подходит для применения, где требуется высокая точность, например, изготовление ювелирных изделий, стоматологических моделей и миниатюр.
- Превосходное качество печати: обеспечивает чёткие края и мелкие детали, снижая необходимость в постобработке.
- Передовые технологии: использует технологию LCD или DLP для отверждения смолы, а разрешение 8K обеспечивает высокую точность передачи цифровой модели.
- 8K смоляной 3D-принтер — это высокоточный 3D-принтер, который обеспечивает значительно большую чёткость и детализацию по сравнению с 4K-принтером.
Преимущества ювелирных 3D-принтеров SuperbMelt
Высокое разрешение
3D-принтеры на основе технологии DLP могут проецировать изображение с помощью миллионов или даже десятков миллионов крошечных и высокоточных пикселей, благодаря чему обеспечивается высокое разрешение печати и достижение предельно тонких деталей.
Можно привести следующие данные для сравнения: размер пикселя у лазерного стереолитографического оборудования составляет около 100 мкм, ширина человеческого волоса — примерно 100 мкм, а размер пикселя у принтера с DLP-технологией — всего 15 мкм. Это демонстрирует, что DLP-технология может обеспечивать чрезвычайно высокую точность.
По сравнению с другими методами 3D-печати, DLP-принтеры обеспечивают гораздо более высокое разрешение и более гладкую поверхность готового изделия, что делает результат печати более удовлетворительным. За исключением опорных участков, практически не требуется шлифовка, а объем последующей обработки значительно снижен.

Быстрая скорость печати
Рабочий процесс традиционных 3D-принтеров осуществляется от точки к линии, затем от линии к поверхности — таким образом, форма и изображение строятся послойно.
По сравнению с этим, скорость печати у DLP 3D-принтеров гораздо выше. В процессе работы DLP-принтер проецирует и полимеризует сразу весь слой.
С помощью света, направленного на материал, за один раз формируется целый слой, что значительно ускоряет процесс печати и сокращает производственное время.
Скорость может достигать 15–28 мм в час — это действительно очень быстро.
Сложность материалов
Широкое применение технологии 3D-печати неразрывно связано с используемыми материалами, такими как фотополимерные смолы, керамические смолы, восковые материалы для литья и т.д.
Развитие этих материалов позволило технологии 3D-печати получить широкое применение в ювелирной отрасли, стоматологии и других сферах.

Индивидуализация
Распечатанные модели сохраняются в виде файлов CAD, что делает последующую обработку очень гибкой. Даже если заказчик останется недоволен дизайном, его можно легко изменить и повторно настроить под индивидуальные требования.

Массовое производство
Высокая автоматизация печати и быстрая разработка прототипов позволяют значительно сократить временные затраты. Принтер может одновременно печатать более 10 моделей, что ускоряет ювелирное производство и открывает больше возможностей для массового выпуска продукции.

Воспроизведение
При использовании совместно с 3D-сканером можно быстро воспроизводить уже существующие ювелирные изделия, экономя время и затраты на разработку.
Сначала с помощью 3D-сканера сканируется готовое изделие и сохраняется в виде CAD-файла, затем этот файл печатается на 3D-принтере — и таким образом достигается простое и точное воспроизведение.

Экономическая эффективность
Печатаемые материалы для ювелирных изделий относительно ограничены, и хотя восковой материал является дорогим, он обеспечивает наилучший эффект и является самым экономически эффективным среди доступных материалов. Он позволяет сократить множество этапов последующей обработки.
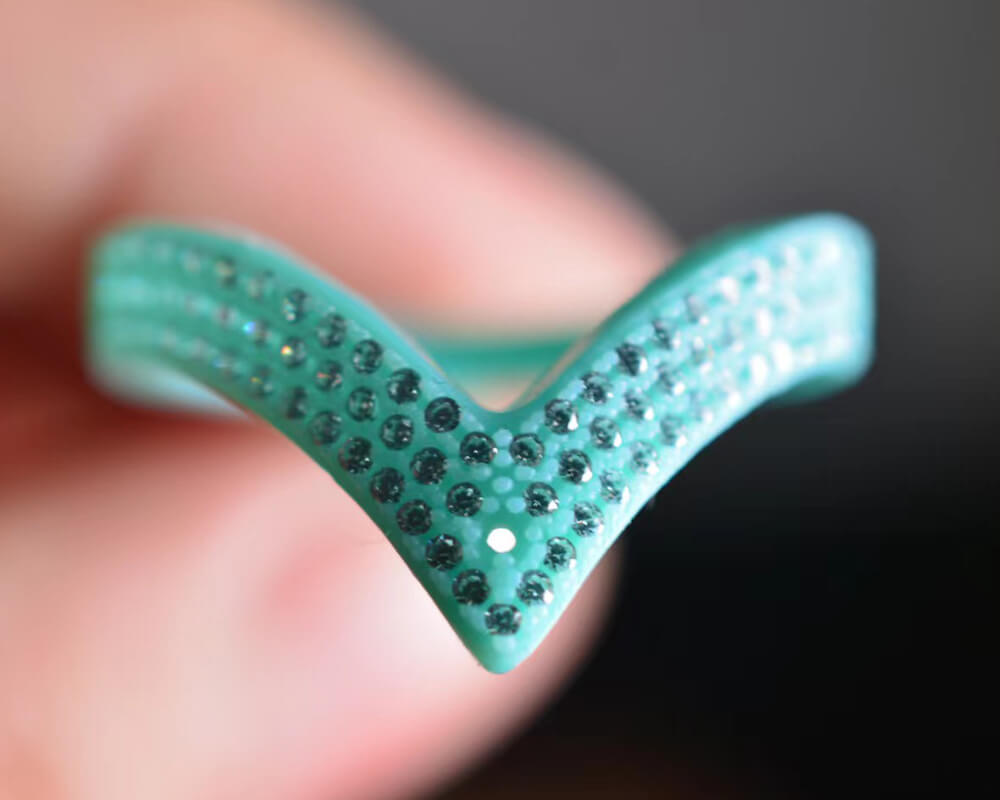
Быстрое прототипирование
Когда ювелирные изделия необходимо инкрустировать драгоценными камнями, можно сначала примерить их на 3D-печатной модели. 3D-модель более наглядна, чем 2D-изображение, что позволяет обеспечить идеальную посадку окончательного литого изделия и, как результат, завоевать признание клиентов.
Длительный срок службы
По сравнению с другими принтерами SLA/LCD, общий срок службы DLP-принтеров значительно выше. Под сроком службы здесь подразумеваются два аспекта: срок до списания основных оптических компонентов и срок, по истечении которого стабильное использование становится практически невозможным.
DLP-принтеры SuperbMelt оснащены индивидуально разработанными оптическими модулями, обеспечивающими стабильную работу в среднем более 20 000 часов и поддерживающими длительное непрерывное использование.

Какие технологии используются в 3D-принтерах для ювелирных изделий SuperbMelt
SLA и DLP
Технология SLA (стереолитография) использует лазер, который фокусируется на поверхности светочувствительного материала, вызывая его затвердевание последовательно — от точки к линии, от линии к поверхности, слой за слоем, формируя трёхмерный объект. Это технология лазерного послойного отверждения.
Технология DLP (цифровая обработка света) использует проектор для отверждения фотополимерной жидкости по слоям, создавая 3D-печатные объекты. Это технология проекционного отверждения целого слоя за один раз.
Из-за различий в технических принципах легко понять, почему DLP работает значительно быстрее, чем SLA. SLA формирует объект от точек к линиям, затем к поверхностям и только потом переходит к следующему слою. В то время как DLP формирует сразу весь слой и переходит к следующему.
При одинаковом объёме печати (полноширинная печать DLP) и аналогичном качестве, по результатам тестирования, одна печать на DLP примерно в 10 раз быстрее, чем на SLA.
Технология светового отверждения
Технология светового отверждения прошла три этапа развития: SLA лазерное сканирование, DLP цифровая проекция и новые источники света LCD. Различие между ними заключается в особенностях самой технологии светового отверждения.
Основной проблемой каждой из технологий светового отверждения является решение вопроса источника света — от SLA с лазерным сканированием до DLP с цифровой проекцией и новейшей технологии LCD-печати.
Программное обеспечение
3D-печать — это метод цифрового производства. В цепочке 3D-печати программное обеспечение для 3D-моделирования является крайне важной частью. Оно невозможно без получения 3D-данных моделей, обработки этих данных и управления 3D-принтерами.
Программное обеспечение ZBrush часто используется в цифровой скульптуре, графике, 3D-дизайне и других областях.
Оно произвело революцию в 3D-индустрии благодаря своим мощным функциям и интуитивно понятному рабочему процессу. В чистом интерфейсе ZBrush предоставляет самые современные инструменты для современных цифровых художников.
Сочетание функций, разработанных с практическими идеями, не только стимулирует креативность художников, но и обеспечивает плавное взаимодействие при использовании ZBrush.
Rhino, как наиболее используемое программное обеспечение для 3D-моделирования, является NURBS-софтом для создания поверхностей. Оно имеет широкое применение, существует много учебных материалов, и оно очень удобно для самостоятельного изучения.
Идеи моделирования в Rhino весьма свободные. Это программное обеспечение, которое имеет преимущества в моделировании кривых и простоте использования. Оно имеет преимущества в быстром выражении идей.
Программное обеспечение Freeform характеризуется интуитивно понятным режимом взаимодействия с компьютером. Оно может выполнять операции гравировки с тактильной обратной связью на модели через оборудование для взаимодействия с человеком.
Оно имеет преимущества в производственной отрасли, в первую очередь в проектировании разъемов и высокоточных операций, таких как ювелирная промышленность и металлообработка, требующие изготовления пресс-форм, включая производство изделий из драгоценных металлов.

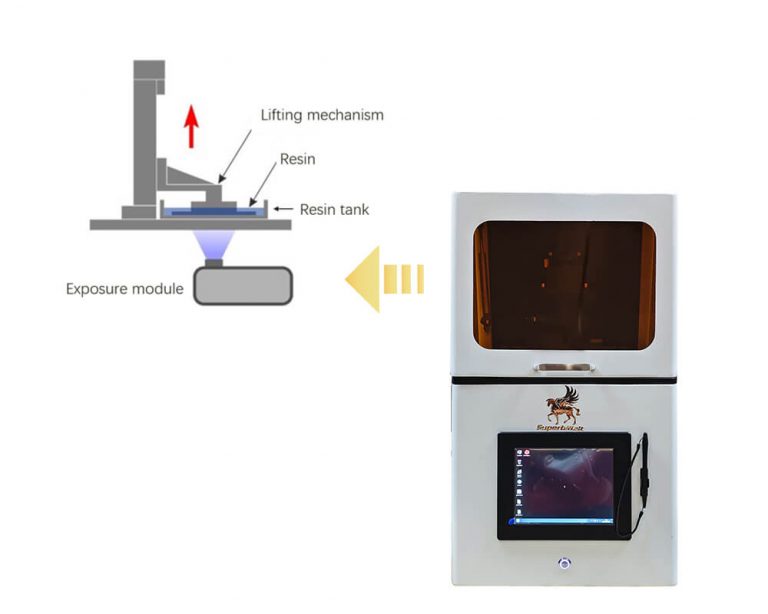
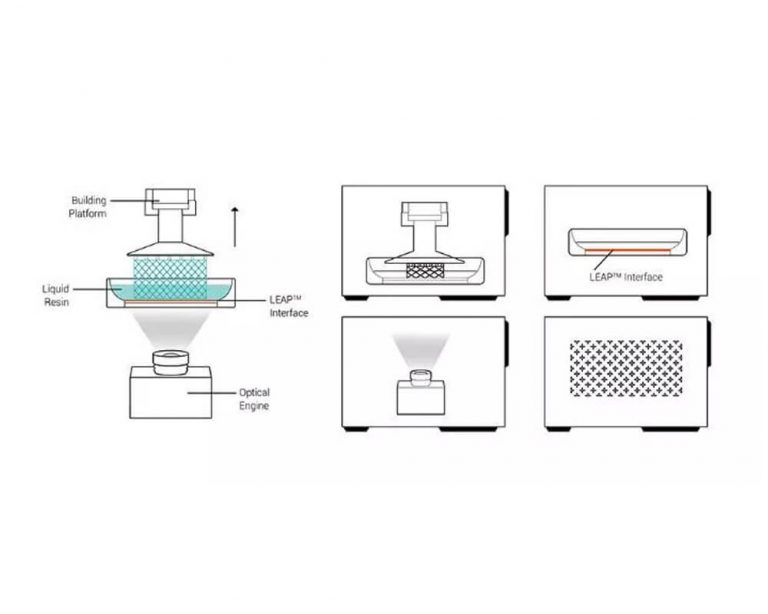
Ювелирный 3D-принтер для восковых моделей против ювелирного 3D-принтера для смолы
Самое прямое различие между восковыми и смоляными 3D-принтерами заключается в различиях в механической конструкции и рабочем принципе. Для воскового 3D-принтера требуется специальная пленка с пропусканием кислорода.
Точная обработка мельчайших и самых острых деталей
Ювелирный 3D-принтер SuperbMelt использует высокоточные импортные УФ-лазеры от Texas Instruments, и его точность может достигать сверхвысокой печатной точности 20-50 мкм.
Необходимые характеристики для литья по восковой модели
Литье по восковой модели — это один из самых распространенных методов в промышленности обработки драгоценных металлов, который широко используется в процессе литья золота, серебра, платины и цветных сплавов. Этот метод отличается множеством разновидностей, красивым и изысканным внешним видом, а также возможностью массового производства.
Сколько копий вашей модели вы планируете напечатать?
3D-принтер для ювелирных изделий может значительно сэкономить время и труд при индивидуальном изготовлении украшений. Вам нужно только разработать чертежи и преобразовать их в цифровую модель. Печать готового ювелирного изделия занимает всего около десяти минут. И каждый раз можно напечатать как минимум 10 дизайнов. После дальнейшей обработки создается красивое, уникальное украшение.

8K 3D-принтер против 4K 3D-принтера
8K-принтер имеет значительно более высокое разрешение, чем 4K-принтер. Он имеет около 7680 x 4320 пикселей на экране, что означает, что он может создавать объекты с более тонкими деталями и более гладкими поверхностями. Это обеспечивает более высокую точность и более сложные дизайны.
Отделка поверхности
8K 3D-принтер: Производит более гладкую отделку поверхности, снижая необходимость в постобработке, такой как шлифовка или полировка.
4K 3D-принтер: Может потребовать больше постобработки для достижения гладкой отделки поверхности, особенно для высокодетализированных объектов.
Стоимость и применение
8K 3D-принтер: Обычно дороже и используется в приложениях, где требуется ультра-высокая детализация.
4K 3D-принтер: Более доступен и подходит для более широкого круга приложений, где крайняя детализация менее критична.
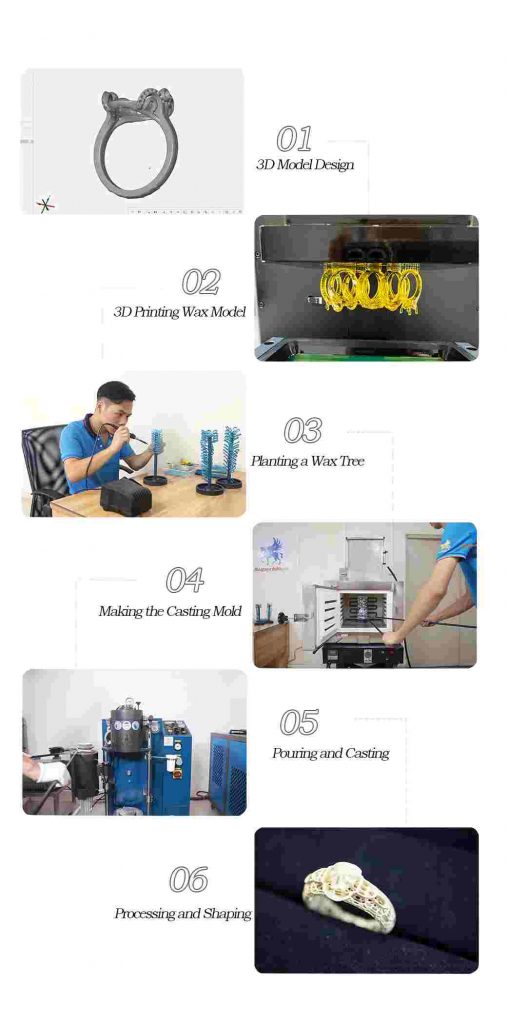
Рабочий процесс 3D-принтера SuperbMelt для изготовления ювелирных изделий
Шаг 1: Дизайн 3D-модели
Пользователи могут разработать уникальные и идеальные творческие модели ювелирных украшений с помощью программного обеспечения для 3D-моделирования, а затем создать трехмерные рендеры.
Если это уже существующий дизайн, можно использовать 3D-сканер, чтобы преобразовать его в цифровой эффект CAD и отобразить на компьютере.
Шаг 2: 3D-печать восковой модели
Ювелирные изделия обычно изготавливаются из драгоценных металлов, и в настоящее время используется процесс литья по утрате воска, при этом критически важная восковая модель изготавливается с помощью 3D-печати.
В ювелирной промышленности обычно используются 3D-принтеры с DLP-лучевая отверждение. Отверждение света является самой точной технологией 3D-печати на данный момент.
С использованием специального жидкого фотореактивного воска можно создать идеальную восковую модель с точностью на уровне микрона, которая может быть точно воспроизведена и сконструирована.
Шаг 3: Сборка воскового дерева
3D-печатная восковая модель нуждается в удалении лишних поддерживающих линий, после чего её нужно очистить, встряхнув в изопропиловом спирте.
После удаления остаточной смолы можно начинать создание дерева. При сборке дерева следует соблюдать принцип размещения легких и тонких частей наверху и тяжелых частей внизу.
Используйте паяльник для плавления одного конца восковой полосы, чтобы прикрепить его к кольцу, а другой конец расплавить и прикрепить к основной восковой полосе.
Шаг 4: Изготовление литейной формы
а. Подготовка гипсового раствора:
Для изготовления ювелирных изделий обычно используются гипсовые формы.
б. Литье:
Поместите восковое дерево в центр специальной чаши вертикально и залейте подготовленный гипсовый раствор в смеситель под вакуумом.
в. Удаление воска с помощью обжига:
Восковую модель также можно испарить во время литья, но из-за точной и сложной текстуры ювелирного изделия её нужно удалить перед литьем, что также улучшает характеристики гипсовой модели.
Шаг 5: Литье и отливка
После плавления и вакуумирования заранее рассчитанного количества металла используйте машину для литья средней частоты для создания давления и впрыскивания металла в гипсовую форму, извлеките форму и оставьте её охлаждаться в течение 5-10 минут, затем извлеките отливку, когда она полностью охладится в воде.
Шаг 6: Обработка и формование
Отрежьте кольцо от ствола, а затем после шлифовки, полировки и установки бриллиантов получите кольцо, созданное по вашему дизайну.
Часто задаваемые вопросы о 3D-принтерах для ювелирных изделий
- Почему у вас такая высокая цена? В чём разница?
- Какой минимальный диаметр проволоки может напечатать 3D-принтер?
- Подходят ли все смолы для литья по выплавляемым моделям?
- Сколько времени занимает печать?
- Можно ли использовать одинаковые материалы для смоляных и восковых принтеров?
- Какое программное обеспечение поддерживается?
- Каков срок службы машины? Может ли она работать непрерывно?
- Сколько моделей дизайна можно напечатать одновременно?
Почему у вас такая высокая цена? В чём разница?
По сравнению с другими поставщиками, использующими LCD-технологию, наши принтеры используют технологию DLP, обеспечивая лучшую производительность и более высокую точность. Мы также используем источник света на основе ультрафиолетового (UV) излучения.
Технология DLP обладает высоким контрастом, богатыми деталями, лучшим отображением текста и более длительным сроком службы.
Какой минимальный диаметр проволоки может напечатать 3D-принтер?
Минимально возможная толщина — 0,3 мм.
Подходят ли все смолы для литья по выплавляемым моделям?
Существуют два типа смол: пригодные для литья и непригодные. Если вам нужна смола для отливки ювелирных изделий, обязательно выбирайте литейную (castable) смолу.
Сколько времени занимает печать?
15–28 мм/час. Время печати зависит от используемых материалов.
Можно ли использовать одинаковые материалы для смоляных и восковых принтеров?
Кроме 3D-принтера на белом воске, другие материалы также можно использовать, просто нужно правильно настроить параметры в программном обеспечении.
Однако механическая структура и принцип работы восковых принтеров отличаются от смоляных. Для смоляных принтеров необходимо специальное кислородопроницаемое разделительное покрытие (плёнка), чтобы использовать восковые материалы.
Какое программное обеспечение поддерживается?
Можно использовать файлы из большинства 3D-дизайн программ, особенно промышленных.
В ювелирной промышленности наиболее часто используются такие программы, как Rhino, ZBrush, Freeform и др.
Каков срок службы машины? Может ли она работать непрерывно?
Источник ультрафиолетового света (UV LED) имеет срок службы 20 000 часов и может работать непрерывно.
Сколько моделей дизайна можно напечатать одновременно?
Количество дизайнов зависит в основном от размера области печати — до 15–20 моделей за один раз.